Test & Inspection
Using Optical Inspection to Boost Quality
Optical inspection is an essential part of the quality process in manufacturing.

Mingjia’s decision to incorporate Teledyne DALSA’s machine vision technology into its packaging inspection systems has improved productivity by increasing processing speeds from around 20,000 bottles per hour to 42,000 bottles per hour. Source: Teledyne DALSA
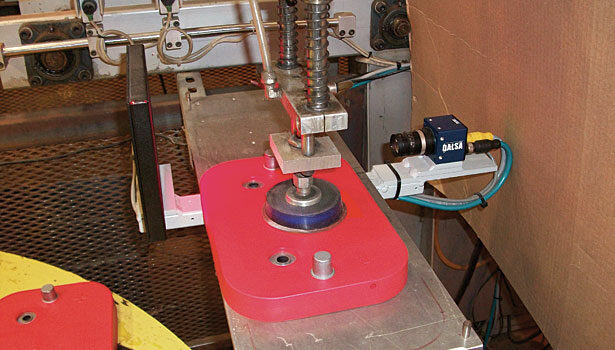
A battery lid rotates in front of a Teledyne DALSA BOA vision sensor, which detects whether each post on the lid is positioned correctly. Since the BOA has been up and running, Accuma hasn’t shipped a single non-conforming part. Source: Teledyne DALSA
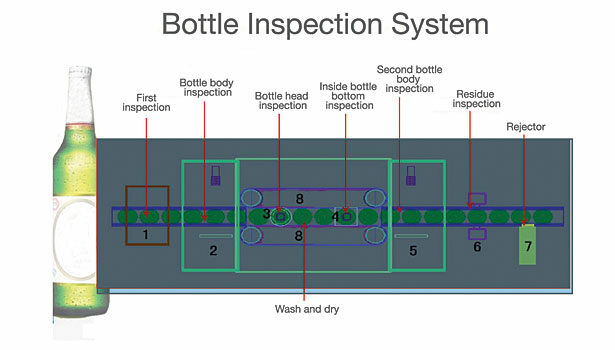
Cameras positioned in the chamber at stages 2 & 5, scan and check the entire surface of the side-wall of an empty bottle, looking for defects, abrasions and foreign matter. A similar process is repeated at stage 5, once the bottle has been rotated through a 90° angle. The intermediate stages 3 and 4 of inspection look at the head, shoulder and base of the bottle. Source: Teledyne DALSA
In some instances, optical inspection can refer to human visual inspection of an object, but these days it more likely refers to Automated Optical Inspection (AOI) conducted by a machine vision system or specialized AOI system. These systems can acquire millions of data points in a fraction of a second, which are then used for visual inspection and precision measurement.
A tremendous variety of applications in industrial settings can benefit from optical inspection, which performs most of the visual checks previously done by manual operators. And, with machine vision, the process is much quicker and more accurate.
In particular, the manufacturing industry is becoming increasingly competitive and production errors can be costly. To improve efficiency and productivity, while remaining competitive, many companies now rely on the power of machine vision for optical inspection.
Optical inspection tasks can include:
- Flaw detection – detecting discoloration, scratches, cracks on product surfaces
- Positioning – guiding robots or aligning tools for inspection
- Identification – tracking production parts, reading and verifying product lots and codes
- Verification – verifying parts, assemblies and packaged goods
- Measurement – checking dimensional accuracy on parts against geometrical tolerances
A major benefit of optical inspection is that it can be used to detect problems early in the production process. Since faults cost more to fix later in the production process, it is critical to notice mistakes early.
The following two examples demonstrate how manufacturers use machine vision for optical inspection tasks. In the first case, Accuma Corporation integrates a machine vision system for optical inspection that eliminates false rejects for battery lids used in the automotive industry. This has resulted in cost savings and increased productivity for the company. In the second case, Mingjia Packaging has developed a system for companies to inspect glass bottles before they are reused. As a result, processing speeds have more than doubled, and inspection quality has improved.
Eliminating False Rejects With Vision Sensor
One of the premiere manufacturers of plastic injection molded components for batteries, Accuma Corporation is headquartered in Italy and has sales and manufacturing operations in the United States (North Carolina and Nebraska), Germany, England, and China. Accuma’s Beatrice facility manufactures more than 300 types of battery containers, lids, and accessories—including handles, vents, and caps—for the automotive industry.
As unlikely as it may seem, there are situations in which manufacturing top quality parts can cause just as much downtime, lost revenue, and frustration as producing defective ones. Shop personnel at Accuma’s Beatrice, Nebraska, plant were all too familiar with such a recurring problem.
Engineers at the Beatrice plant had relied on laser micrometers to determine whether a lead battery post was positive or negative, and to ensure that it was positioned correctly based on the diameter of the post.
“The micrometers could detect battery lids with two positive or two negative posts, or incorrect orientation, when these conditions existed,” says Scott Wagers, Maintenance Supervisor at Accuma’s Beatrice plant. “The problem is that they were falsely rejecting an excessive quantity of parts—50%—because any part that didn’t align pefectly in front of the sensor was auomatically rejected.”
Performing secondary inspections of rejected parts by gauging whether they were a “go” or “no-go” was costly and time consuming. To find a solution to this ongoing problem, Wagers contacted Hartfiel Automation in Des Moines, Iowa.
Getting a Better Look
Hartfiel engineers provided Accuma with a vision sensor demo for a one-week trial that turned into a permanent solution. The system featured a VGA (640x480) monochrome vision sensor that contains all of the elements of an industrial machine vision system within a tiny (44 x 44 x 39 mm), rugged IP-67 rated enclosure. Most importantly for Accuma’s needs, the vision system performs optical inspection by tracking each part throughout a view window so that the part does not have to be perfectly positioned during the inspection process.
At Accuma, the system is fitted with an 8 mm lens and uses a 5” x 5” red backlight; it interfaces with a Windows-based, 6-axis robotic battery lid pick-and-place application. Each minute, the robot presents two battery lids to the system in a constantly rotated, 180-degree sequence (Lid #1’s positive battery post, then Lid #2’s negative battery post, and so on). Using its embedded inspection software, the system determines whether the battery post in question is correct. An operator packages all of the good parts and places any defective parts in a locked reject bin.
“Since installing the [system], we have drastically reduced the number of false rejects and eliminated the need for a secondary inspection of rejected parts,” Wagers says. “If the camera rejects a part, we are confident that it is a non-conforming part.”
Installing the vision sensor for optical inspection was straightforward. “We learned how to program the vision system using the manual that came with the product and we haven’t needed any training,” Wagers comments. He and others in the maintenance department are the only ones who make adjustments to the vision system.
Gaining More Vision
“The biggest benefits to us as a result of using this vision system have been the overall repeatability of the [system], the ease of set up to various part configurations, and the confidence we have in the system to provide reliable results,” Wagers says. Since the vision system has been up and running, Accuma hasn’t shipped a single non-conforming part.
Accuma installed a second system to duplicate this successful solution on another battery lid line, and has plans to install additional vision systems throughout the facility to solve a variety of quality applications for battery box covers and containers.
“Hartfiel’s recommendation to use the vision system in this application was spot on,” Wagers concludes. “The [system] has reliably and cost-effectively solved our false reject problems, and we look forward to achieving more cost savings and productivity gains using vision solutions in future applications.”
Realizing the Full Potential of Optical Inspection
Mingjia Packaging Inspection Technology Co. Ltd., based in Shandong, China, incorporated machine vision technology into its products to realize the full potential of optical inspection. The company is now able to provide its customers with high-speed systems for inspecting recycled glass bottles and other types of packaging.
The food and drinks industry worldwide is one sector that has been quick to adopt this technology because of the benefits it offers. For instance, in China—which is now ranked one of the world’s top manufacturing countries by output – companies in this sector are showing a growing interest in using automated inspection systems to monitor production processes.
One area in particular is the use of such technology for checking glass bottles before they are reused. Beer is a popular drink in China and it is estimated that 90–95% of the bottles used to package this beverage are recycled. Checking that bottles are fit to be reused is a task that can be accomplished quickly and efficiently by machine vision, and this application represents a major market for this technology.
Shujun Zhang, General Manager, Mingjia, and the company’s founder, explains, ‘‘A few companies are using machine vision inspection systems they have purchased abroad, but most cannot afford to invest in expensive equipment. There are about 3,000 bottling lines in China, and most of these run slowly – at an average rate of 18,000 to 24,000 bottles per hour—because they rely on manual inspection.’’
To achieve these rates, each line needs to employ 18-20 well-trained workers who, for three shifts a day, inspect bottles on a fast-moving conveyor belt. Manual inspection is labor intensive and it can cause eye strain. Most of the beer-bottling lines that are actively running in plants in China operate at this speed and need to be upgraded.
Zhang continued, “We design and build a brand of bottle-inspection systems that improves productivity in the beer industry in China. Mingjia was founded to design and develop affordable equipment to help Chinese beer producers adopt machine-vision inspection instead of using people to check bottles manually.’’
Mingjia first started using vision system products in its equipment in 2008. The system design called for a multi-camera system that was capable of ‘looking’ at a bottle from different angles and a system was selected for its ability to inspect different parts of an object (or provide part views), simultaneously.
The system’s compact machine-vision controller supports up to six cameras – three analog and further three based on the IEEE 1394 serial bus interface. Each unit is also equipped with an industrial grade I/O that is broken out to removable screw terminal connectors. Serial communication options include RS-232, USB and Ethernet for connecting the controller to the factory network.
Mingjia’s configuration uses four analog cameras (640x480) from a Japanese OEM, runs Teledyne DALSA’s Sherlock machine vision software and has enabled the company to more than double its inspection rates, reaching rates of up to 42,000 bottles per hour.
System Description
On a bottling line Mingjia’s inspection equipment is placed before the filling machines. While the glass bottles—standing on a moving conveyor belt—pass through the equipment’s inspection chamber at high speed, each of the four cameras connected to the system performs a specific task.
Full-body scanning also makes clever use of mirrors to keep to a minimum the number of cameras that is required, which ensures that the inspection process is done at optimum speed. A group of three mirrors—one behind the bottle and two oriented at 45° to the camera—enable around 160% of the bottle’s body to be viewed and accurately checked.
Inspecting the base is challenging because, when scanned, the non-slip surface texture molded into the glass on the bottom edge of each bottle generates unwanted signals and produces an image that is confusing to inspection algorithms. Noise present in the image makes it difficult for the global analysis software to distinguish between the ‘ribbed’ background pattern and particles of dirt or other contamination adhering to the glass. The use of appropriate optics and special lighting—illuminating the bottles from above and below—avoids false alarms and prevents bottles from being mistakenly rejected.
Advantages and Benefits
‘‘There are numerous benefits of adopting vision technology and using it in our systems,’’ said Zhang. ‘‘Not only do we save a lot of time when developing products, but because it is easy to use we are able to reduce overall costs through a quicker development time, less maintenance and faster time to market. More importantly the satisfaction levels of our customers have been significantly improved.’’
‘‘More and more companies are showing interest in adopting our bottle inspection systems as they feel more confident with vision technology. Having worked with the company—using Sherlock and Vision Appliances—we are closer to fulfilling our ambition to supply affordable inspections systems to companies operating in the Chinese market place.’’
Mingjia continues to pursue faster operating speeds and a higher throughput. Zhang says that it is now looking at upgrading the machine vision hardware on which its bottle inspection system is based by replacing the industrial controller, but it will retain the Sherlock application software—the core part of the system.
Conclusion
Companies like Accuma and Mingjia have realized that a machine vision system for automated optical inspection can deliver benefits ranging from faster operating speed, higher throughput and fewer false positives, to lower costs and higher quality. Forward-looking companies invest in technologies like these to invest in the future.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







