Software
Monte Carlo and Manufacturing
Learn more about simulation software and Monte Carlo simulation in the manufacturing industry.


In the manufacturing industry, unknown risk can create considerable concern and hand-wringing. However, known risk can be one of the most valuable tools decision makers have in avoiding production loss and wasted costs, implementing accurate enterprise resource planning strategies and preventing supply chain interruption. The challenge of identifying risk and quantifying its probability can be addressed with simulation software. Simulation software is often powered by a process called Monte Carlo simulation (MCS), which is a computerized, analytical process that is used to evaluate and measure the risk associated with any given venture or project. It allows users to understand not only what could happen in a given situation, but what the probabilities are of different outcomes occurring. This enables decision makers to create better strategies, define contingencies and allocate resources more effectively.
How Monte Carlo Simulation Works
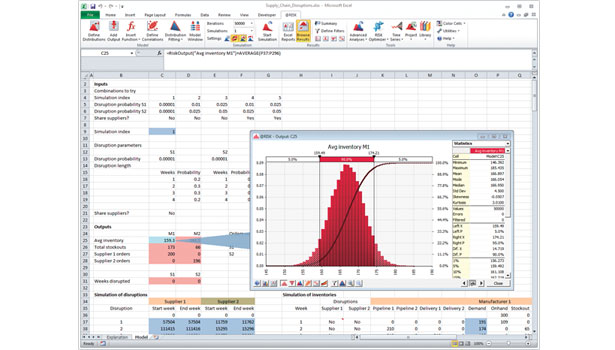
MCS shows the extreme possibilities—outcomes for the most risky and the most conservative decisions—along with everything in between. MCS works by substituting a range of values, or a probability distribution, for any factor that has inherent uncertainty. An example of a typical input probability distribution used might be the normal distribution or “bell curve” many are familiar with from basic statistics. During a simulation, samples are drawn randomly from the input ranges and the results recalculated, over and over. The result is a range, or distribution, of possible outcome values and their associated probabilities of occurrence.
Depending upon the number of uncertainty inputs and the ranges specified for them, a Monte Carlo simulation could involve thousands or tens of thousands of recalculations before it is complete. Despite the volume of computation involved, the technology is simple to use, produces results quickly and is available on any desktop computer, even as an add-in to the common spreadsheet.
Compared to other methods of risk analysis, MCS offers a number of advantages over deterministic models:
Probabilistic Results: Offers not only potential results of a given decision, but the probability that each decision will occur.
Sensitivity Analysis: Computes which inputs had the greatest impact on each outcome. This enables decision makers to focus attention and resources on mitigating only the factors which drove risk the most.
Scenario Analysis: Shows what was going on when certain outcomes occurred. For example, in the case of the 10% most extreme outcomes, scenario analysis can tell managers how all inputs were behaving and which led to the extreme outcome.
Correlation of Inputs: Allows users to model interdependent relationships between input variables, which offer an accurate view of how factors impact one another.
Graphical Results: Because of the volume of data a Monte Carlo simulation generates, it’s easy to create graphs of different outcomes and their chances of occurrence. This is important for communicating findings to other stakeholders.
Organizational Benefits of Monte Carlo Simulation
Organizations that employ this method will have a much greater understanding of how they are impacted by risks specific to their unique business models. Monte Carlo simulation often reveals risk factors that would have otherwise taken stakeholders by surprise, or uncovers opportunities that may have never been considered. Use of Monte Carlo simulation can place manufacturers in position to favorably affect the overall bottom line, offering clear insight into which decisions should be acted upon or avoided, where resources may be wasted, what external risks need to be defended against and what streams of income may or may not be available.
Graphical results from Monte Carlo simulations are easy for members across the organization to understand, which lends credibility to reports presented to decision-makers and greatly facilitates buy-in from team members.
Uses of Simulation Software
Utilizing Monte Carlo simulation, the computational process can be adapted to assist manufacturers to identify known and unknown risk factors, along with the probability of those factors occurring, to avoid or limit production.
Minimizing Pilot Programs
Consider the case of a gold and silver refinery. Because of the costliness of its raw materials, it would be wise to avoid as many expensive pilot projects as possible. To cut down on the number of trial runs, simulation software can be used in the refining process to improve process optimization and sacrifice a minimum of gold and silver to its experiments. Each step in the manufacturing processes for gold and silver value-added products creates room for additional error. Optimizing the process requires reducing the variability of the errors across the manufacturing steps.
For example, take the process of ensuring the precise weight of gold and silver bars. A 100-ounce bar must weigh at least 100 ounces, and any overage is essentially given away to the customer, which represents lost revenue. Each step in the manufacturing processes for gold and silver value-added products creates room for additional error; optimizing the process requires the reduction of variability of the errors across the manufacturing steps.
To build an actual simulation, a number of key inputs could be considered:
- Physical measurements of the errors
- Specifications and tolerances of manufacturing equipment
- Varied physical operations
- Random processing errors
- Cost analyses
While pilot projects are still critical, simulation software can greatly assist in making sure that the equipment necessary to produce bars is accurate, and in limiting mistakes. In doing so, the plant’s costs associated with production losses are greatly reduced.
Enterprise Resource Planning
With enterprise resource planning a nearly universal but continually evolving business model, simulation software can fulfill a vital role for manufacturing companies by integrating software systems to help identify the most efficient use of plant and material resources. To create models that guide company efficiencies, link a company’s backend database, business intelligence software and, sometimes, legacy systems to simulation software. The goal in developing a custom system is to build an optimization model that can be easily managed. Another example of simulation software usage could include developing such a model to optimize the production and minimize inventory costs of a product that has a highly volatile demand with a fixed number of manufacturing machines and plant capacity.
Ideally, inventory levels would respond to ordering information, and this model would have to account for thousands of inputs from the company’s ERP and business intelligence software. The model would also forecast sales data and the optimization results would be stored in the company’s database to be re-accessed by this model during a simulation run. The ongoing utilization of this model would help a manufacturer to adjust production and inventory to daily orders, allowing the company to efficiently fulfill demand, with limited wasting of time, resources and finances.
Supply Chain Continuity
The impact of a disrupted supply chain on a manufacturing company is obvious. Simulation software assists organizations in keeping potential disruptions to a minimum. By using MCS, variables such as sales demands, material costs, investment outlays, delivery and processing times, inventory uncertainty and disaster risk can be modeled and both independent and interrelated variables considered.
Assume a manufacturer wants to consider the total impact if a supplier’s major inventory is interrupted for a week or more. When MCS is run, the model can consider thousands of scenarios over a lengthy period of time to determine any number of outcomes:
Which factors are most likely to impact supply chain (weather, material costs, overhead expenses, local and foreign political climate, fluctuating prices)
The result of short-term and long-term disruptions to production
Potential financial losses
The results allow manufacturing organizations to best prepare for the potential of supply chain and what to expect should it occur.
Monte Carlo simulation has been around since the 1940s and its basic premise remains the same. That said, its utilization in simulation software has given almost every industry—including manufacturing—an accurate and relatively easy way to determine risk factors and risk probabilities, which promote greater efficiency and lower overhead.
Tech Tips
Monte Carlo simulation is a computerized, analytical process that is used to evaluate and measure the risk associated with any given venture or project.
It allows users to understand not only what could happen in a given situation, but what the probabilities are of different outcomes occurring.
This simulation often reveals risk factors that would have otherwise taken stakeholders by surprise.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!