Matching Human Visual Perception
Learn more about the advantages and applications of CCD imaging for light and color measurement.
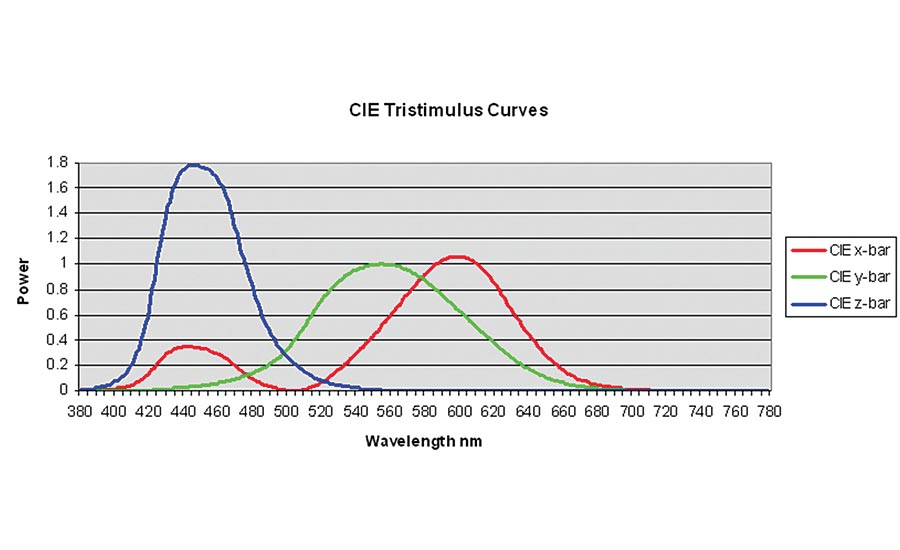
Figure 1 - The space under the x, y, and z curves represents all colors visible to the hu-man eye.
Human visual perception is the ultimate standard of quality for any lighting or display product that’s intended to be viewed by humans. From flat screen TVs to smart phones, light bulbs to traffic signals, stadium jumbotrons to VR goggles, the GPS in your car to the cockpit instruments of a jet plane, what human users perceive—and any defects they notice—is the defining factor in device quality. Human perception of brightness and color sets the benchmark for both operating and safety tolerances.
No machine vision or other sensing system has been able to fully replicate the level of discernment and accuracy of the human eye, but we can get very close using CCD-based imaging technology. Light measurement systems like imaging colorimeters that use CCD sensors offer a near-match to the precision and sensitivity of human vision. A calibrated CCD-based colorimeter can provide absolute measurements of light and color. What’s more, CCD imaging systems provide the repeatability, speed, and data capture necessary for automated visual inspection and quality control on the production line.
CCD Technology
In digital photography, images are created when photons are converted to an electrical charge (electrons) by an image-sensing device (CMOS or CCD). During exposure (e.g., when the camera shutter is open), incident electrons accumulate in individual detector elements of the camera, called pixels. Reading the amount of charge collected in each pixel allows a device to recreate the original image.
There are two types of image sensors in use today: CMOS (complementary metal-oxide semiconductor) and CCD (charge-coupled device) sensors. Because of the underlying technology, CCD pixels are larger than CMOS (greater electron well depth), they can yield higher-resolution images (up to 29 megapixels), with lower “noise” (random variations in light and color).
With appropriate optical filters and calibrations, CCD-based images can provide metrologically sound luminance and CIE color values for each pixel. CCD-based colorimeters provide photometric light and color evaluation capabilities that match the acuity of human perception.

Figure 2 – This imaging colorimeter uses a lens, calibrated CIE-matched tristimulus fil-ters, ND filters, and CCD for the most accurate match to human visual perception.
Advantages of CCD Imaging
For quality inspection and testing of light-emitting devices to meet human visual standards, CCD-based cameras offer advantages over other types of inspection systems such as spot meters and spectrometers. They also exceed the capabilities of machine vision systems—but with similar automation benefits over human inspection. These myriad advantages include:
Light measurement. Absolute luminance (brightness) and chromaticity (color) data is interpreted from images, beyond the capabilities of standard machine vision
Measuring all data points at once. A CCD camera can capture and evaluate a full image, not just individual points (or “spots,” as with a spot meter)
Quantifiable data. Extensive data is captured and stored for analysis and trending, with speed and accuracy beyond a human’s capability
Repeatability and consistency. An automated imaging system is not subject to fatigue or subjectivity the way human inspectors can be.
With these advantages, using calibrated CCD-based systems for light and color measurement can help organizations to:
- Ensure light and color accuracy according to human visual perception
- Perform dimensional measurements across the complete image
- Improve measurement efficiency
- Perform automated production-level inspection
- Ensure measurement standards are consistently applied

Figure 3 – Examples of display mura (blemish) detection performed by a CCD-based imaging colorimeter system with advanced analysis software. Clockwise from upper left: black mura, butterfly mura, light leakage pattern, corner mura, LED mura (common on backlit units – BLUs), spot mura.
Color Accuracy
In the human eye there are three types of photoreceptors (cones) that contribute to color discrimination. Each is sensitive to different, yet overlapping, wavelengths of light; the entire spectrum of light visible to humans falls between approximately 380 nanometers (nm) and 750 nm. A silicon CCD sensor is typically sensitive to electromagnetic radiation from about 300 nm to 1080 nm—beyond the range of human perception. Capturing accurate color images for product evaluation requires filtering the incoming light so that only the desired wavelengths—those that match the three cones of the human eye—reach the CCD surface.
In 1931 the CIE standard was defined represented mathematically by the tristimulous response curves (Figure 1). To match human visual perception, an imaging system must capture individual tristimulous red (x-bar), green (y-bar), and blue (z-bar) filtered images. The individual component images are then aggregated into a complete color measurement, following the CIE standard.
For optimal color accuracy the filters must deliver a very good match to the CIE tristimulus response curves. Today, the most sophisticated colorimeters use a moving filter wheel to enable fast and accurate light and color measurement that matches the CIE values.
Application: Measuring Displays
CCD-based colorimetry systems have proven especially effective for measuring a wide array of light-emitting display devices—the screens that surround us every day. LCD (liquid crystal display) and OLED (organic LED) displays are found in consumer electronics devices such as cell phones, laptops, and televisions; built in to automobile dashboards and GPS systems; and in various “smart” devices that feature a visual display panel interface. Some of the latest applications include “near-eye” displays (NEDs) found in virtual reality headsets and wearables, and “head-up” displays (HUDs) for aerospace and automobiles.
Imaging photometers and colorimeters identify many types of display defects, helping R&D labs to refine product design and engineering, and later spotting defects on the production line before flawed products reach customer hands. Common defects include light leakage in backlight units (BLU), non-uniformity (variations in brightness, color, and contrast across the screen), foreign materials (dirt and fibers on or between layers of glass and substrates), dead pixels, lines, and blemishes (mura).
An imaging colorimeter solution includes an imaging lens, a CIE matched color filter(s), a CCD detector, and data acquisition and image processing hardware/software (Rykowski, R. and Kostal, H., “Imaging Colorimetry: Accuracy in Display and Light Source Metrology,” Photonics Handbook (2008)).
Other elements may include neutral density (ND) filters and a mechanical shutter. To perform colorimetric measurements, the system acquires an image of the device under test (DUT) through each of the CIE-matched color filters, in sequence. When needed, neutral density, ND filters (like sunglasses for the camera) are employed for very bright devices to ensure long enough exposure times to acquire accurate luminance measurements. The image data is then processed to yield accurate color or luminance data for every pixel in the image.
The benefit of using an imaging colorimeter is that every pixel in a display is measured simultaneously.
Because a CCD-based colorimeter acquires multiple data points in a single measurement, it is inherently a much faster inspection solution than a spot-based measurement solution. Simultaneously measuring the entire surface of the DUT is also necessary for gauging overall color and luminance uniformity, identifying very small defects, and grading the severity of defects. The imaging colorimeter can even be used to render a processed image of the display to reveal subtle mura, which can be particularly hard to detect on large, high-resolution screens.
Just Noticeable Differences
CCD-based imaging colorimeters excel at capturing detailed visual information and identifying defects. In fact, their level of acuity can even exceed that of the human eye. Human visual perception can be subjective, unquantifiable, and difficult to replicate from observer to observer. This imprecision makes it difficult to apply standards consistently, especially over time within a development environment, from batch to batch or from setting to setting (for example, between production facilities, or when comparing incoming and outgoing quality control data). This variability also makes it particularly difficult to apply uniform standards to multiple sources throughout a supply chain.
Depending on the tolerances applied, variability increases the risk of accepting defective displays or of failing good displays—either of which adds manufacturing cost. Experiments to model human visual sensitivity to display defects led to the development of a system for automatically classifying “just noticeable differences” (JND) for display technologies.
Based on a sampling of human observers, the JND scale is defined so that JND = 0 represents no visible spatial contrast to the standard human observer, and a JND = 1 is statistically just noticeable. Because CCD-based imaging systems enable uniformity testing across displays and other large spatial areas, JND measurements can be incorporated for defect detection by imaging colorimeters. Manufacturers can use these measurements to grade defects against defined tolerances that would cause a unit to be pulled from production.

Figure 4 – Examples of advanced CCD-based visual inspection: identification of misaligned connectors which may pass human inspection or even functional testing, but later result in failures once the product is shipped and used by a customer.
Application: Measuring Light Sources
Beyond displays, products like light bulbs (e.g., fluorescent, LED) and luminaires (lighting fixtures) can be measured using CCD colorimeters stand-alone, or with goniometers, capturing the vast and varied amount of data that lighting designers require. Light sources are assessed for luminous flux (total amount of light emitted), illuminance (the amount of light that falls on a surface from the light source) and luminous intensity distribution (the characteristics of light emitted in each direction). Light sources can also be imaged directly (luminance) to see how design elements (such as a diffuser) affect appearance. Lighting manufacturers may also need to measure chromaticity and color temperature—the color characteristics of a light source.
Certain industries like aviation and automotive have stringent requirements for the performance characteristics of headlights and other lights to ensure safety. Projecting the light source onto a Lambertian surface and measuring the beam distribution with calibrated CCD-based colorimeters allows these companies to verify the compliance of their products, and to accurately report how these sources emit perceivable light in either illuminance or luminous intensity.
Application: Assembly Verification, Surface Inspection, Particle Inspection
The superior resolution, pixel well depth, and image clarity of CCD-based imaging systems provide advantages in other quality control applications, such as:
Assembly verification – Detection of small, subtle flaws in complex assemblies such as misrouted cables or missing components, particularly in low contrast areas.
Surface Inspection – Detection and grading of anomalous features such as hairline scratches, dents, and even label placement and legibility, with greater precision than typical machine vision systems.
Particle Inspection – Location and classification of foreign materials on transparent surfaces like glass or clear plastic film, or between layers of material, to help determine if a part can be cleaned or must be discarded.
Conclusion
No single technology is best for all measurement needs; CCD-based imaging systems offer distinct advantages for:
- Capturing high-resolution images with high dynamic range and low image noise
- Measuring images of an entire display for uniformity and mura testing
- Identifying subtle defects using absolute variations in light and color
- Measuring multiple spots simultaneously
- Rapid data collection at high speed, with repeatability and consistency
- Reporting spatial dimensions, distortion, and focus quality
- Performing advanced analysis of both quantitative and qualitative characteristics
In an R&D environment, quality control organization, or on the production line, CCD-based measurement can provide the most relevant determination of product quality. Calibrated CCD-based colorimeters are a superior solution to test light sources, displays, and other components to ensure they meet the highest visual standard there is: the perception of the human eye. V&S
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




