Software
SPC Without the “S” - Dealing with Automated Data Flows
Process monitoring is easier than ever with the technology available to quality professionals.

Image Source: gorodenkoff / iStock / Getty Images
Statistical process control (SPC) charts are valuable tools to ensure the stability processes for many industries. Technology continues to improve, and it is now possible to collect all the data from a process. Automated data is the population flowing over time; therefore, is the “S” still a viable part of SPC? Advances in technology relating to data availability require a review of methods to ensure that monitoring techniques are appropriate.
Manufacturing operations have relied upon SPC to mitigate the risk of unfavorable outcomes that come from an unstable process since Walter Shewhart established the techniques in the 1920s. As the name implies, the heart of the method involves utilizing random samples to calculate the statistics that bound the expectation of the amount of random variation in a population of results. Sampling allows one to make estimates of the population since it was not feasible to collect all the data. One example of an estimate of standard deviation for control charts is the Rbar method using the range of each subgroup (ri) to calculate (sr), which is an unbiased estimator of the standard deviation parameter as shown below:
 where
where 

The sample size is typically small (3 to 5 parts) and is key to calculating the estimate. The continuous flow of all data challenges estimation techniques as the population of data can now be monitored over time.
Over the last few decades, process technology and data handling has advanced rapidly. It is now possible to collect every measurement of a process and do it at minimal cost. New instruments and machines are designed with sensors and point of process monitors. Having so much data increases the risk of over adjustment. SPC traditionally helped process engineers mitigate over adjustment as the control charts could easily detect process shifts and excess variation resulting from operational technicians “tweaking” the process to their liking. It is ironic that the quest for real time flows of process data can easily result in overadjustment from reactions to slight changes that are within the zone of random process variation. The lessons of Deming ‘s funnel experiment[1] must be part of standard operating procedure to require the study of causes of variation before adjustments are made. Over adjustment creates added variation, which is the antithesis of a stable process.

Manufacturing execution systems (MES) are put in place to collect a large amount of process data over time. Integrated devices no longer require an operator to manually select a sample and measure units manually. The data is readily available; however, is it truly representative of the actual measures? Each data collection apparatus should be thought of as a measurement device. The value of the data cannot be effectively realized until the measurement system is verified for accuracy and precision. Equipment qualification procedures are common for new processes; however, signals can degrade over time due to numerous factors. Efforts should go beyond the technical specification sheets to dedicate resources for regular verification, which is often known as system suitability. System suitability typically involves utilizing a control providing the most accurate reference value possible passed through the system, recording results, and tracking data over time. Continued qualification monitored via a time-based chart is an effective way of ensuring measurement robustness. Forward thinking organizations track system suitability values over time to allow for the detection of instability or drift.

Process monitoring of outputs allows detecting instability in the quickest possible elapsed time. The value of quick detection is not fully realized without data from inputs to a process that may relate to the change in the trend. One inherent issue is to ensure that all measures collected are from the same window of time. This can be a challenge for measures that originate from a different source than the process at hand. Examples include environmental values like ambient temperature and relative humidity. Multiple sources of data may exist for the immediate process data, environmental data, transactional (ERP) data, human resource data, and more. The manufacturing execution system alone may not provide all the data needed to properly determine inputs that leverage changes in outputs; therefore, inclusion of an extract, transform, and load (ETL) solution is an important part of comprehensive process monitoring. The goal is not to only detect changes, it is having the ability to quickly pivot to find remedies to unfavorable process changes using predictive analytics. The integration of an ETL solution with the MES and other systems is a critical way to automate the gathering and preparation of data for proper analyses as quickly as a trend is detected. Engineers can focus efforts much more quickly than ever before possible when the various sources of data are merged to allow for solving problems using insights gleaned quickly with integrated analytics.
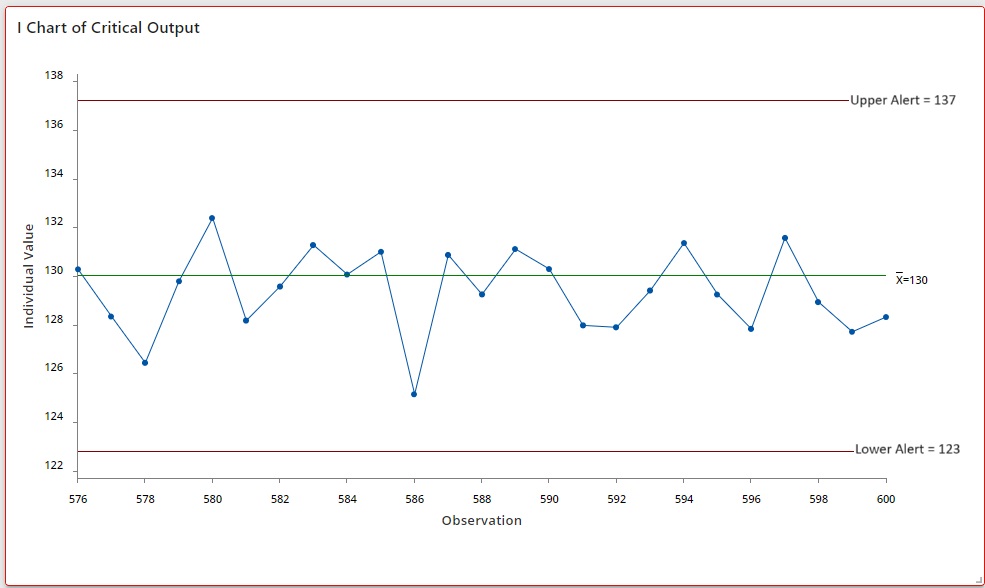
As noted previously, statistical process control uses calculated control limits to illustrate the variation derived from multiple samples over time. Established processes tend to utilize the variation within the subgroups to calculate limits. Automated data collection flows with no apparent subgroups, not consisting of a set of random samples; therefore, the concept of calculated control limits does not apply. One technique used to deal with continuous data flows can be a simple run chart with capability-based alert limits. The technique works best for mature processes that tend to run well within specifications. When observations go outside the alert limit, it indicates the process may be departing from acceptable capability. The capability performance must be known prior to establishing alert limits to mitigate the risk of excess alerts.
Engineers start with the goal of the minimally acceptable capability value and build limits to the percentage of the specifications that must be maintained. An example would be a measurement that has a specification range of 120 to 140 units; the perfectly centered process has a mean of approximately 130. Assume a long-term capability goal of Ppk = 1.33, which means that 1 1/3 distributions of data can fit within the specifications. A sample of data that is 72% of specifications relates to the 1.33 Ppk goal.

To illustrate, a normal sample of 100 units is created with a mean of 130 and standard deviation of 2.4. The standard deviation is derived as 78% of the tolerance range of 20 divided by 6 to estimate the standard deviation. The control limits of the data 123 and 137 now can be effective alert limits for the maintenance of a process capable of 1.33 Ppk.
Another way to deal with continuous flows of data can be the use of automated sampling. Automated sampling can be in the form of a simple damper and diversion chute controlled by signals from the equipment PLC to a complex robotic arm that selects units from the flow for measurement. One example is the measurement of multiple elements of pharmaceutical tablets. A tablet press creates many tablets flowing from output chutes. Automated diverters will close to allow a sample of tablets to be measured for weight, thickness, hardness, and sometimes the amount of active ingredient. The measurement device has a moving turret that allows for each of the sample tablets to pass each inspection station with data collected in memory and pushed to a data storage location. Rational subgrouping is inherent in this form of automated data sampling; therefore, typical statistical control charts can be utilized to monitor the process.

The nature of pulling samples to estimate the behavior of the population is the same whether done manually or via automation. The added value of this technique is that measurement can easily be converted to manual collection in the case of malfunctioning systems. One potential drawback is that automated sampling devices must be engineered into equipment designs as it can be difficult and resource intensive to update existing equipment.
Process monitoring is easier than ever with the technology available to quality professionals. This article is hopefully provoking thoughts about applying the most appropriate techniques to control processes in the era of automated data flows. Such flows of data challenge previous concepts used to estimate a population. Automated data can provide faster focus for engineers to correct unfavorable trends; however, it also creates potential pitfalls. The idea that remains constant is the thoughtful consideration into why changes in trends may be taking place before reacting. Considering why changes have taken place is the most essential element of true process control regardless of how we deal with the “S.”
[1]https://deming.org/explore/the-funnel-experiment/
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




